
服务热线
13777763036陈总
服务热线
13777763036陈总


时间:2/19/2023 9:26:00 PM
三效逆流降膜蒸发器
1 范围
本标准规定了三效逆流降膜蒸发器的标记、要求、试验方法、检验规则及标志、使用说明书、包装、运输和储存。
本标准适用于药物提取液用的三效逆流降膜蒸发器(以下简称蒸发器)。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB150-1998 钢制压力容器
GB 151-1999 管壳式换热器
GB/T 191 包装储运图示标志
GB/T 1226 一般压力表
GB/T 4272 设备及管道绝热技术通则
GB 9969.1 工业产品使用说明书 总则
GB/T 12243 弹簧直接载荷式安全阀
GB 5226.1--2002 机械安全 机械电气设备 第1部分:通用技术条件
GB/T10111 随机数的产生及其在产品质量抽样检验中的应用程序
GB/T 13306 标牌
JB/T 4709-2000 钢制压力容器焊接规程
JB/T 4711 压力容器涂敷与运输包装
JB/T4730.2-2005 承压设备无损检测 第2部分:射线检测
YY/T 0216-1995 制药机械产品型号编制方法
压力容器安全技术监察规程(1999 年版) 国家质量技术监督局
3 标记
3.1 型号编制
蒸发器型号编制应符合 YY/T 0216-1995的规定。

3.2 标记示例
ZJN1000 型,表示蒸发量为1000kg/h 的三效逆流降膜蒸发器。
4 要求
4.1 蒸发器受压零部件设计和制造
4.1.1 蒸发器受压元件的设计、制造、检验和验收应符合GB 150-1998、GB 151-1999及《压力容器安全技术监察规程》(1999 年版)的有关规定。
4.1.2 安全附件中的压力表、安全阀应分别符合 GB/T 1226CB/T12243和《压力容器安全技术监察规程》(1999 年版)的有关规定。
4.2 材料
4.2.1 凡与物料直接接触的零部件材质均应采用耐腐蚀、无毒,不与物料发生化学反应和且不吸附
物料的材料。
4.2.2 密封件应采用无毒、无味、无颗粒脱落、耐热且耐腐蚀的材料。
4.3 外观
4.3.1 蒸发器与物料接触表面应平整光滑、无死角,表面粗糙度Ra值应小于或等于0.8μmo
4.3.2 蒸发器外露表面应光洁平整,无明显划痕,凹坑。
4.4 性能
4.4.1 蒸发器各连接部件应连接牢固,密封可靠,不得有渗漏现象。
4.4.2 保温层应符合 GB/T 4272 的有关规定,保温层外表面温度应不高于环境温度25℃。
4.4.3 蒸发器的实际蒸发量应不小于标示额定蒸发量的 95%(按蒸发饮用水量测定)。
4.4.4
实际蒸汽耗量应不大于0.42 倍的蒸发量。
4.4.5 蒸发器的蒸发强度应不小于 34kg/(h·m”)
4.4.6 浓缩液密度(热测)为1200 kg/m’~1300kg/m。
4.5 电气安全
4.5.1 电气系统保护接地电路的连续性应符合 CB 5226.1-2002中8.2.3的规定。
4.5.2 电气系统的绝缘电阻应符合 GB 5226.1-2002中19.3的规定。
4.5.3 电气系统的耐压应符合 GB 5226.1-2002 中19.4 的规定。
5 试验方法
5.1 蒸发器受压零部件试验
5.1.1 查验设计和制造单位相应的资格证书,并对主要受压零部件设计与制造按GB150-1998中10.1~10.5、10.9及CB1511999中4.2.1和《压力容器安全技术监察规程》(1999年版)的有关规定进行检验和验收。无损检测按 GB 150-1998 中10.8 和JB/T 4730.2-2005 中的有关规定进行检验。
5.1.2 查验压力表、安全阀质量合格证和技术监督部门的检定标志。
5.2 材料试验
5.2.1 查验与物料接触材料的材质证明资料。当不能证明材质时,应按其相应材料试验方法进行
复验。
5.2.2 查验密封件材质及性能证明资料。
5.3 外观试验
5.3.1 与物料接触的内表面用表面粗糙度测定仪测试。
5.3.2 目测外露表面质量。
5.4 性能试验
5.4.1 连接部件泄漏试验:费发器整机承压试验时,目测各连接部件有无海漏。
5.4.2 保温层试验:按GB/T4272的有关规定检验保温层的质量,负载试验时用点温计测量保温层外表温升。
5.4.3 负荷试验:
a)试验用物料:饮用水(浓缩液密度试脸时.试脸物料按5.4.7 的要求);
b)试验条件:蒸发器的一效加热蒸汽压力、各效蒸发室真空度和蒸发温度应符合表1的规定;
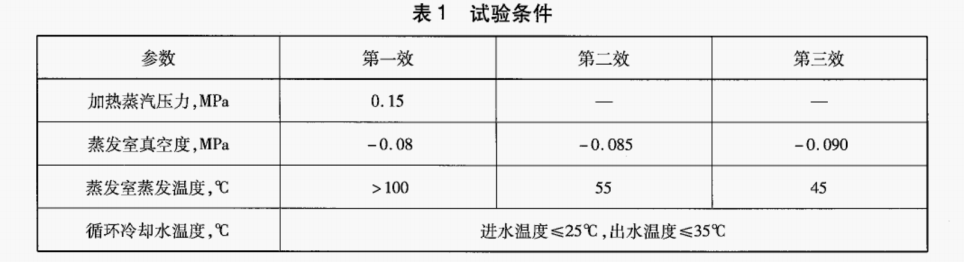
c)操作程序:选择试验机型,加人试验物料,调节物料进料流量和真空度达到表1的介质参数正常运行 15min 后,同时进行蒸发量、蒸汽耗量和蒸发强度的测试。
5.4.4 蒸发量(Q)试验。
用标准量筒量取凝液接收器中15min收集的凝液量,用磅秤称重并记录,共测量3次,计算出算术平均值。用其算术平均值乘以4,即为实际蒸发量 Q(kg/h)。计算按式(1):Q =$Σ o.(i = 1,2 ,3 ) …..............….……… (1)
式中:Q,--分别为3次收集的凝液总量。
5.4.5 单位蒸汽耗量(q)试验。
在一效冷凝液出口处收集蒸汽冷凝液,计时15min.用磅秤称重并记录,共测量3次,计算出其算术平均值。用其算术平均值乘以4.得出实际蒸汽耗量(ke/h)。实际英汽耗量与实际蒸发量比值为单位蒸汽耗量。计算按式(2)(i = 1,2,3)..................… (2)
式中:Q--分别为3次收集的蒸汽耗用量。
5.4.6 蒸发强度(P)试验。
蒸发器每小时实际蒸发量与蒸发器换热面积的比值即为蒸发强度[kg/(h*m)],计算按式(3):P-8........................…(3)式中:
p--蒸发强度的算值,单位为千克每小时平方米[kg/(h·m²)];
V--蒸发器的换热面积,单位为平方米(m);
Q--蒸发器的实际蒸发量,单位为千克(kg);
--试验时间,单位为小时(h)。
5.4.7 浓缩液收膏密度试验:用进料比重1.01~1.02的浸提液蒸发器浓缩后,用比重计热测浓缩料液比重,按比重与密度的关系换算。
5.5 电气安全试验
电气系统保护接地电路的连续性、绝缘电阻、耐压试验,分别按GB 5226.1-2002中19.2、19.3、19.4 的规定进行检验。
6 检验规则
6.1 检验分类
检验分出厂检验和型式检验。
6.2 出厂检验
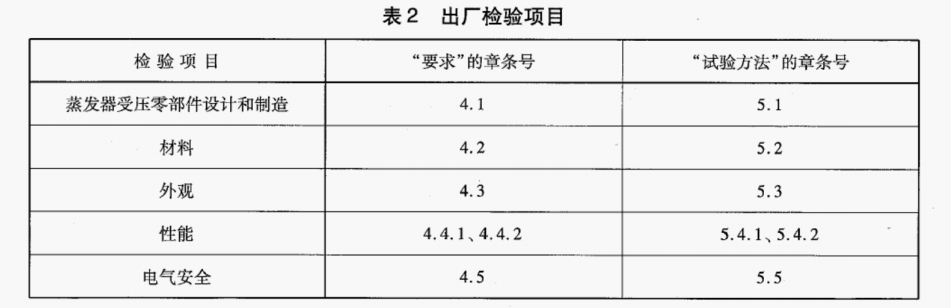
6.2.1 由制造单位质量检验部门按表2规定的项目逐台检验,合格的方能出厂,并附有产品合格证书。
6.2.2 产品在检验过程中,如发现不合格项时,允许退回修整并提交复验,复验仍不合格的,则判定为不合格品。
6.3 型式检验
6.3.1 型式检验条件。
有下列情况之一时,应进行型式检验:
a) 产品试制完成或转厂生产的试制定型鉴定时;
b) 产品正常生产后如结构、材料、工艺有较大改变,可能影响产品性能时;
c) 产品停产1年后,再次恢复生产时;
d)国家质量监督检验部门及产品论证机构提出型式检验要求时。
6.3.2 型式检验项目。
为本标准的全部要求。
6.3.3 抽样。
型式检验的样机应在出厂检验合格的产品中按GB/T 10111的方法抽取10%作为样机,应不少于3台,检验1台。
6.3.4 判定规则。
若电气安全性能要求的保护接地的连续性、绝缘电阻、耐压性能有一项不合格,即判定该产品型式检验不合格。若其他项有一项不合格,允许在已取样的样机中加倍复测不合格项,仍不合格时,则判定该产品型式检验不合格。
7 标志、使用说明书、包装、运输和储存
7.1 标志
7.1.1 产品标牌应符合 GB/T 13306的有关规定,标牌应固定在产品明显部位。标牌内容如下:
a)产品型号、名称;
b) 主要技术参数(压力、温度、介质、换热面积等);
c)产品标准编号;
d) 制造日期;
e)注册商标;
f) 制造单位名称。
7.1.2 一效加热器标牌内容除应符合以上内容及 GB 1501998中10.10.2外,还应符合《压力容器安全技术监察规程》(1999 年版)附件六的规定。
7.2 产品使用说明书
应符合 GB 9969.1 的规定。
7.3 包装
7.3.1 产品的包装应符合 JB/T 4711的规定。
7.3.2 裸露在外的视镜应采取相应的防护装置。
7.3.3裸露在外的管口应加装防护,管口是法兰连接时应加盲板封闭,管口是外螺纹连接的应加管接头保护。
7.3.4 随同产品出厂应有下列文件:
a)产品合格证;
b) 压力容器设计、制造许可证复印件;
c)一效蒸发器监检证书盖有当地质量技术监督局监检人员签章的压力容器产品安全质量监督检验证书;
d)
使用说明书;
e)
质量证明书及产品铭牌拓印件;
f)
竣工图;
g) 装箱单。
7.4 运输
产品的运输应符合 JB/T 4711 的有关规定。
7.5 储存
蒸发器应存放在干燥、通风、无腐蚀性介质的库房内或有遮蔽的场所,不得露天存放。
版权所有 :重庆汇森机械设备制造有限公司 备案号:渝ICP备2022014563号-1 网站建设-技术支持: 云微软件
